Что нужно знать при выборе оптических коммутационных шнуров

У потребителя есть широкий выбор готовых волоконноптических коммутационных шнуров, но не всегда есть возможность правильно оценить их качество. Считается, что хороший оптический шнур (патчкорд или пигтэйл) должен иметь малое значение вносимых потерь. Поскольку абсолютное большинство предлагаемых шнуров отвечает этому критерию, то вся разница в цене. Так ли это? Давайте попробуем разобраться и ответить на следующие вопросы:
- Чем отличаются шнуры разных ценовых категорий?
- Что реально означают величины затухания указанные на упаковке изготовителя?
- Как и почему изменяются эти параметры с течением времени?
- Почему у некоторых шнуров резко ухудшаются характеристики после первых же коммутаций?
Строение оптического разъема. РС соединители.

Для точной ориентации и фиксации волокна в оптическом соединителе используется специальный наконечник (ferrule), от качества которого в значительной степени и зависит качество оптического соединения в целом. В конструкции большинства коннекторов, получивших распространение на мировом рынке, применяются керамические наконечники диаметром 2,5 мм. Благодаря этому, обеспечивается совместимость между различными типами оптических соединителей. Керамика (окись циркония) имеет коэффициент теплового расширения близкий по своему значению к коэффициенту расширения стекла, что гарантирует стабильное оптическое соединение во всем температурном диапазоне от –40 до +80С.
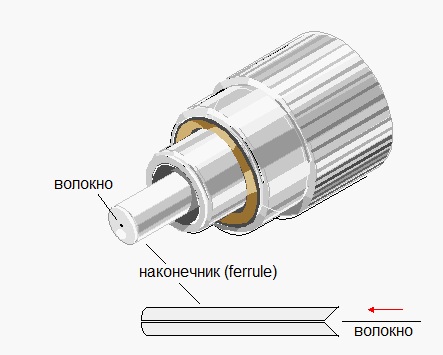
В процессе монтажа оптическое волокно фиксируется во внутреннем отверстии наконечника. Как правило, для этого используется эпоксидный клей. После затвердения эпоксидного состава, волокно скалывается на определенном расстоянии от торца наконечника и затем шлифуется. Поскольку торец наконечника имеет округлую форму (с радиусом закругления порядка 10-25 мм для РС и 5-12 мм для АРС – соединителей), конец волокна принимает эту округлую форму в результате процесса шлифовки. В соединенном состоянии торцы стыкуемых соединителей прижимаются друг к другу с определенным усилием (обычно 8-12 Ньютон). Возникающая эластичная деформация приводит к появлению так называемого физического контакта (physical contact - PC) и снижению влияния Френелевского отражения (отражение света на границе двух сред с разными показателями преломления). Таким образом, вносимые потери на этом соединении сравнительно малы и не зависят от климатических колебаний, что особенно важно при соединении одномодовых волокон.
Обратное отражение – это второй параметр. Который необходимо принимать во внимание при рассмотрении одномодовых соединителей. Он обусловлен отражением луча в точке контакта оптических волокон. Необходимо максимально снижать его значение, так как любое отражение приводит к сбоям в работе аналоговых и высокоскоростных цифровых систем. Для РС-соединителей, ETSI рекомендует значение возвратных потерь не более 35 дБ. Стандартная шлифовка как правило обеспечивает 40 дБ для РС-соединителей.
Многие поставщики оптических коммутационных шнуров предлагают соединители, обработанные по специальному процессу шлифовки и имеющие возвратные потери до 55 дБ. Это так называемые соединители Супер и Ультра РС (SPC - Super Phisical Contact, UPC - Ultra Phisical Contact). В большинстве случаев такая шлифовка оказывается бесполезной, так как буквально после нескольких подключений, значение возвратных потерь снижается до величины обычного РС-контакта из-за появления пыли и микроцарапин на торцевой поверхности соединителя. В случаях, когда требуется обеспечить значение возвратных потерь не хуже 55 дБ разумнее использовать АРС-соединители (Angled Phisical Contact).
Соединители со скошенным торцом (АРС)

APC (Angled Physical Contact) - соединители так же как и РС имеют округлую форму торца наконечника. Основное различие состоит в том, что контактная поверхность в данном случае имеет наклон в 8° или 9° от перпендикуляра. Такая конструкция обеспечивает значение потерь на обратном отражении не менее 60 дБ, причем как в соединенном, так и в разъединенном состоянии коннектора. В соединенном состоянии типичным является значение от 70 до 80 дБ. Таким образом, APC-соединители удовлетворяют даже самым строгим требованиям на всем сроке эксплуатации, причем без специальных способов шлифовки.
Ориентация угловых торцов (АРС)
Исторически сложилось так, что существующие стандарты допускают угол наклона 8° либо 9°. Однако можно сказать, что соединители с углом 9° все же имеют некоторое преимущество – типичное затухание 70 дБ против 65 дБ в соединителях с углом 8°. Этот перевес в 5 дБ достигается без каких бы то ни было специальных затрат, так как процедура шлифовки абсолютна идентична в обоих случаях. Тем не менее, опять таки в силу исторически сложившихся предпочтений во многих странах, в том числе и в России применяются соединители с углом 8°.
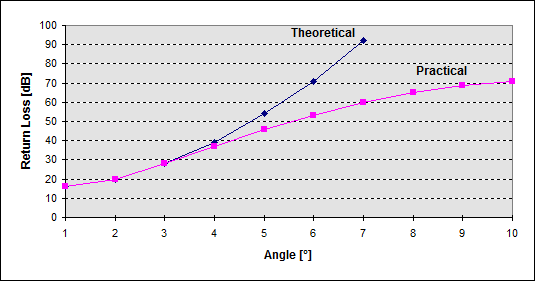
Рис.2 Зависимость возвратных потерь от угла наклона торцевой поверхности
Другие значимые геометрические параметры.
Необходимо принять во внимание еще два параметра определяющих длительность эксплуатации и надежность соединителей. Это «Смещение вершины торца» (Dome Offset или Apex Offset) и «Заглубление» (Undercut). Эти параметры корректируются в процессе обработки торца соединителя.
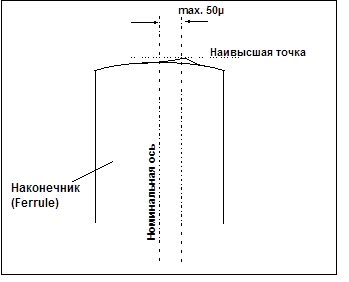
«Смещение вершины торца» описывает отклонение верхней точки закругленного торца наконечника от продольной оси волокна. Согласно спецификации IEC, допустимо отклонение не более 50 микрон. Если же фактическое отклонение больше оговоренного, то в соединении нет надежного и стабильного физического контакта, что в свою очередь неизбежно ведет к резкому ухудшению параметров соединения в процесс эксплуатации и под влиянием климатических изменений.
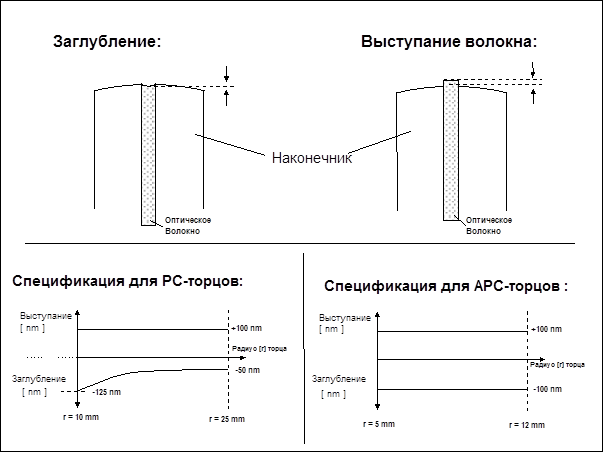
«Заглубление» так же характеризует результат процесса шлифовки торца соединителя и показывает насколько глубоко внутрь наконечника зашлифовано само волокно. При малом значении заглубления – от 50 до 125 микрон (в зависимости от радиуса закругления торцевой поверхности) прижимное усилие равномерно распределяется между волокном и наконечником. В случае превышения данного параметра – в результате более длительной шлифовки, волокно уходит глубже внутрь наконечника и таким образом теряется физический контакт. Однако, также не желательна и обратная ситуация, когда волокно выступает за пределы торцевой поверхности наконечника вследствие недостаточной продолжительности шлифовки. В этом случае большая часть прижимного усилия (8-12 Ньютон) прикладывается к волокну, что может привести к появлению эффекта «усталости» эпоксидного клея и вдавливанию волокна внутрь наконечника. Как следствие - катастрофическое возрастание вносимых потерь.
Этот параметр необходимо особенно строго контролировать при обработке соединителей с металлическими наконечниками. Во время заключительной стадии обработки торца (финишной доводке) вырабатывается не только само волокно, но и менее твердый в сравнении со стеклом материал наконечника. Данный факт наглядно иллюстрирует почему именно керамика является наиболее предпочтительным материалом для производства оптических наконечников.
«Калиброванные» соединители.
Очевидно, что основное назначение оптического соединителя состоит в том, что-бы как можно точнее свести сердечники двух волокон и обеспечить качественный физический контакт с минимальными вносимыми потерями.
Точность юстировки волокон в разъемных соединениях в значительной степени зависит от существующих допусков (допустимых отклонений геометрических параметров) в наконечнике и в самом волокне. Это имеет особое значение в случае соединения одномодовых волокон, диаметр сердечника которых составляет порядка 9 микрон. В настоящее время ведущие производители как керамических наконечников, так и оптических волокон выдерживают достаточно высокий общий уровень качества своих изделий, однако даже в их ассортименте можно увидеть градацию цен напрямую связанную с фактическим отклонением параметров от заявленных величин. Поэтому, имя производителя, само по себе, еще не гарантирует максимально возможного уровня качества. Рынок – есть рынок, чем строже отбор, тем выше цена - все просто.
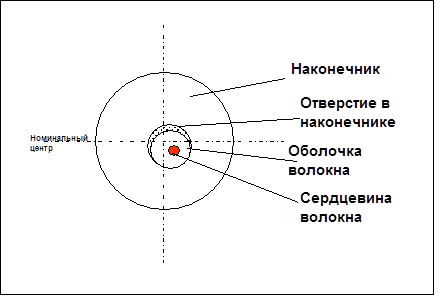
Эксцентриситет (неконцентричность) в оптических соединителях является одним из параметров имеющих непосредственное влияние на величину вносимых потерь. Возможны три разновидности этого параметра:
- Несовпадение оси внутреннего отверстия в наконечнике с осью самого наконечника;
- Смещение волокна во внутреннем отверстии наконечника;
- Отклонение сердцевины волокна от оси самого волокна.
Максимальное суммарное отклонение возможно в случае, когда все допустимые отклонения складываются в одном направлении.
Для компенсации негативного влияния эксцентриситета применяются различные способы регулировки (калибровки, настройки, тюнинга) оптических соединителей. Из существующих сегодня на мировом рынке, различают две основные технологии калибровки:
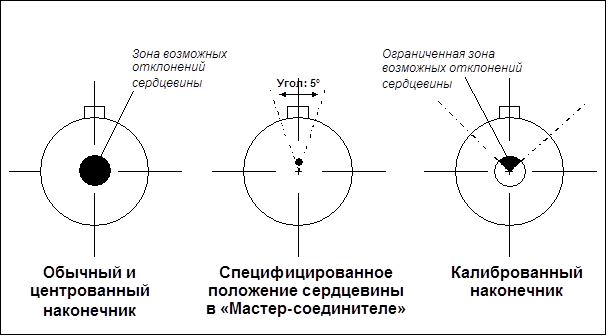
- Так называемая «активная» регулировка – «Активное центрирование». Сначала определяется точное расположение сердцевины волокна, после чего ее механически смещают как можно ближе к номинальному центру наконечника. При этом все же сохраняется некоторое остаточное отклонение (эксцентриситет).
- При второй технологии – «Калибровке», сначала определяют, квадрант в котором расположена сердцевина волокна, после чего наконечник определенным образом ориентируют и фиксируют в корпусе соединителя. В данном случае не применяется физическое (механическое) воздействие на волокно.
Для первой - активной технологии необходимо, чтобы наконечник соединителя (ferule) полностью или частично состоял из материала способного мягко деформироваться. Понятно, что в данном случае цельнокерамический наконечник просто сразу сломался бы. Поэтому довольно часто применяется вставка из медно никелевого (NiCu) сплава внутри керамической оболочки. Это обеспечивает возможность продавить волокно в сторону центральной оси наконечника. В этой ситуации существует риск возникновения механических напряжений в волокне, что может отрицательно сказаться на характеристиках соединения с течением времени. Кроме того теряется преимущество цельнокерамического наконечника связанное с вышеописанным параметром – «заглублением». Еще один минус данной технологии центрирования связан с необходимостью использования специального оборудования, что вместе с нестандартной конструкцией наконечника ведет к значительному удорожанию соединителей.
Вторая технология регулировки имеет ряд преимуществ, прежде всего потому, что в этом случае используются стандартные наконечники. Более того, эта технология стандартизована и используется большинством ведущих мировых производителей оптических разъемов. Таким образом, обеспечивается совместимость между основными типами представленных на рынке стандартных калиброванных разъемов. Необходимо отметить, что в случае соединения разъема отрегулированного по первой технологии с разъемом отрегулированным по второй технологии, теряется эффект и собственно смысл самой настройки.
Для калибровки оптических соединителей необходимо вначале вклеить волокно в наконечник и отшлифовать торец. Далее полученный наконечник стыкуется с «эталонным» соединителем (reference connector), который также называют «мастер-соединителем». Его параметры оговорены в спецификациях IEC. Вращая изготовленный наконечник вокруг продольной оси, определяют его положение относительно эталонного, при котором достигается наименьший уровень вносимых потерь. После чего наконечник фиксируется в корпусе соединителя. Наконечник может быть вставлен в корпус соединителя в одном из 4-х положений (со смещением вокруг оси на 90°). Таким образом результирующее смещение сердцевины волокна от продольной оси наконечника располагается в строго определенном квадранте торцевой поверхности. Как уже было сказано выше, данный метод регулировки специфицирован IEC и поддержан большинством крупных производителей, что обеспечивает совместимость и взаимозаменяемость их соединителей. Кроме того, данный метод обеспечивает отличные показатели (см. далее) при незначительной прибавке в стоимости.
Сравнение «калиброванных» и «некалиброванных» (обычных) соединителей
Обычная спецификация для одномодовых соединителей, применяемых в телекоммуникационных сетях:
- Вносимые потери - 0,5дБ макс. Относительно эталонного
- Обратное отражение - 35дБ мин. для РС коннекторов и 55дБ мин. для АРС коннекторов
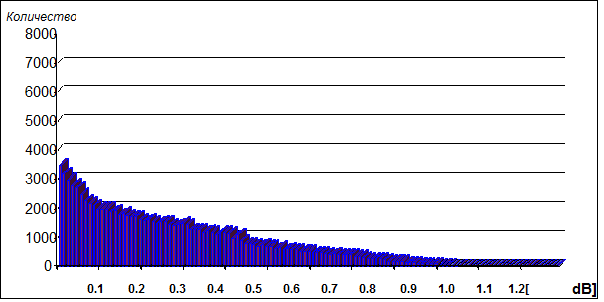
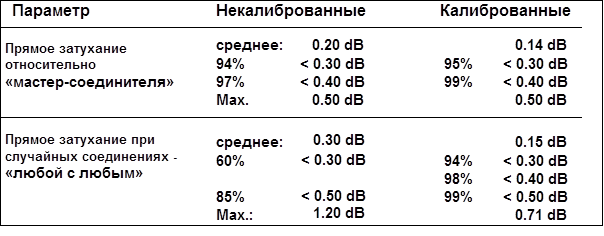
Как уже упоминалось, все измерения при производстве любых оптических шнуров производятся только относительно «эталонного» соединителя (мастер-шнура). Соответственно, значения именно этих измерений и указываются в каталогах всех производителей, а также на упаковке готовых изделий. Но если рассматривать значение вносимых потерь при случайной стыковке соединителей (любого с любым), то результат будет совсем другим. Следующие две таблицы демонстрируют статистическое распределение значений вносимых потерь для обычных и калиброванных соединителей при случайной стыковке, т.е то, что происходит на практике.
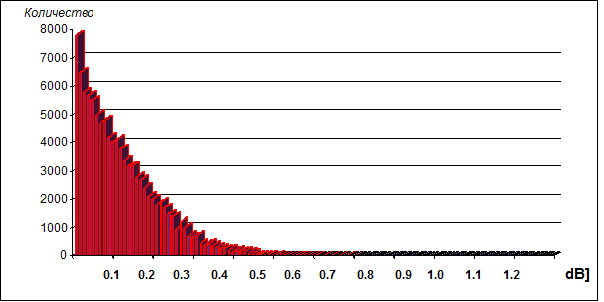
Разница очевидна. Несмотря на то, что для всех соединителей, согласно спецификации, значение вносимых потерь не должно превышать 0,5 дБ, в реальности для некалиброванных соединителей мы наблюдаем совсем другую картину. Поэтому реальные значения затухания могут (и скорее всего будут) отличаться от приведенных на упаковке. Этот факт не всегда объясняется производителями оптических шнуров.
Следующая таблица показывает, что основные различия между калиброванными и некалиброванными соединителями проявляются именно на практике, когда любой соединитель может быть состыкован с любым другим. Величина возвратных потерь ни как не изменяется при калибровке. Поэтому и у обычных и у калиброванных соединителей их значения одинаковы.
Таким образом необходимо четко представлять какие именно параметры допустимы для данной конкретной линии и правильно подбирать соединители. В настоящее время на телекоммуникационных сетях в Европе наиболее часто применяются некалиброванные соединители со специфицированным значением вносимых потерь не более 0,5 дБ относительно «эталонного» соединителя (в соответствии с рекомендациями ETSI). Поскольку с ростом сетей возрастает и количество точек соединений, то калиброванные соединители все чаще становятся реальным и необходимым средством снижения оптических потерь.
Заключение
Рассмотрев наиболее важные факторы, оказывающие влияние на оптический контакт, можно подытожить все вышесказанное:
- Качество наконечника (особенно величина допусков) определяет оптические характеристики контакта и цену готового изделия. Чем хуже допуски, тем ниже цена.
- Процесс полировки имеет важное значение. Для обеспечения долговременной надежности оптического соединения необходимо контролировать наиболее важные параметры такие как: радиус закругления торцевой поверхности, степень смещения вершины торца, заглубление волокна. В противном случае, характеристики соединения резко ухудшаться после первых же коммутаций.
- Значение затухания, указанные на упаковке верны только для эталонных измерений. Соединения коннекторов по принципу "любой с любым" будут иметь другие величины - каждый раз разные.
- Существуют различные способы калибровки оптического волокна в соединителе для достижения минимальных значений затухания передаваемого сигнала. Необходимо обращать внимание на соответствие выбранной технологии мировым стандартам (таким как IEC или СЕСС). В противном случае не будет совместимости соединителей приобретенных у различных поставщиков.
- Для сетей с минимальным запасом по затуханию сигнала, необходимо приобретать калиброванные шнуры - с гарантированно низким уровнем вносимых потерь.
- Все вышеперечисленные выводы верны и для других компонентов оптических сетей с предустановленными соединителями (сплитеры, мультиплексоры).
Принято считать, что приобретая продукцию известных мировых брендов, мы просто "переплачиваем" за торговую марку. Этот подход абсолютно не работает с высокотехнологичной продукцией, какой являются оптические патчкорды и пигтейлы. Наоборот, купив дешевые шнуры сомнительного качества мы рискуем работоспособностью целой сети. Особенно это актуально для удаленных необслуживаемых точек коммутации, когда для замены "копеечного" шнура, необходимо проехать многие километры пути.
Коняев В.А.
генеральный директор ООО "Кросс-Контакт"